一站式智能解決方案
? 4007-808-863
- 全部
- 產(chǎn)品名稱
- 關(guān)鍵詞
- 產(chǎn)品型號
- 產(chǎn)品摘要
- 產(chǎn)品描述
- 全文搜索

解決針對波峰焊錫爐PLC溫度控不準的問題
一、摘要
針對用PLC自帶的PID程序指令控不住溫度的問題,提出了使用SAT100多路溫度控制模塊系列產(chǎn)品。結(jié)果表明采用SAT100系列的方式有效的改善了溫度控制的情況,提高了溫度控制的精度和工作效率。
二、應用背景
以雙波波峰焊為例,其控制單元為PLC控制系統(tǒng),溫控系統(tǒng),主軸傳動系統(tǒng),噴槍噴霧系統(tǒng),起波系統(tǒng),測距系統(tǒng)等組成。工作過程:預熱區(qū)和錫爐加熱使其達到設(shè)定溫度,主軸傳動啟動,放板檢測信號看其有無板同時開始測距,到達噴槍噴霧點,開始噴霧,完成噴霧后停止噴霧,到達起波點時,起波,單雙波可選,離開后停止起波,結(jié)束。
其中溫控系統(tǒng)至關(guān)重要,要求波峰焊機的焊錫溫度控制精度達到±1℃,其直接影響到焊接產(chǎn)品的品質(zhì)。最為常見的波峰焊溫控系統(tǒng)由熱電偶傳感器,PLC溫度采集模塊,固態(tài)繼電器,PLC,加熱圈等組成。這其中常見的問題有:
PLC自帶PID溫度控制不精準,溫度上下波動比較大
以上故障出現(xiàn)時,往往會因為溫度低,造成焊料表面張力大,焊料流動性變差,產(chǎn)生拉尖,虛焊等現(xiàn)象;溫度太高,PCB板易變形,還會導致焊點合金的改變使導電性變差。使客戶損失重大。
三、解決方案
針對以上出現(xiàn)的問題,應用SAT100系列溫控模塊可有效解決以上問題,系統(tǒng)框圖如下:
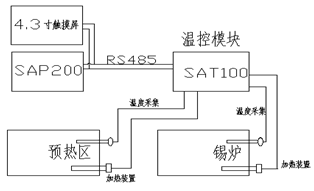
采用以上方案對比常規(guī)系統(tǒng)的優(yōu)點
—多路溫度控制集成在一個模塊內(nèi),PID、自整定等無需PLC寫程序,由模塊一鍵自動完成,控制精度高,自帶加熱輸出無需占用PLC的輸出點,上下限報警及時保護提醒,節(jié)省了時間,提高了效率,提升了品質(zhì),增大效益。
四、硬件配置
匯邦4.3寸觸摸屏
匯邦PLCSAP200
匯邦溫度模塊SAT100
五、結(jié)束語
本方案在波峰焊系統(tǒng)中達到了預期效果,提高了溫度控制的精準性,穩(wěn)定性。該系統(tǒng)在投入運行后狀態(tài)良好,目前已應用于多條生產(chǎn)線,提高了生產(chǎn)效率,提升了產(chǎn)品品質(zhì),給用戶帶來了更大的效益。



